
WIERCENIE GŁĘBOKIE W HEIDENHAIN
CNC frezowanie i wiercenie to zaawansowane procesy obróbcze, które wymagają precyzji i efektywnego zarządzania czasem. W systemach sterowania Heidenhain dostępne są specjalne cykle wiercenia, które ułatwiają pracę operatorom maszyn. W tym artykule skupimy się na trzech popularnych cyklach związanych z głębokim wierceniem: Cyklu 200 (Pilot Hole Drilling), Cyklu 203 (Deep Hole Drilling) oraz Cyklu 205 (Peck Drilling).
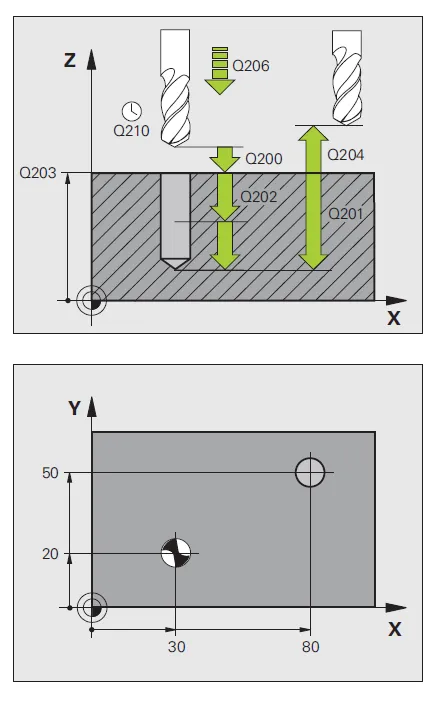
Cykl 200 - Pilot Hole Drilling
11 CYCL DEF 200 WIERCENIE
Q200=2 ;BEZPIECZNA WYSOKOSC
Q201=-15 ;GLEBOKOSC
Q206=250 ;WARTOSC POSUWU WGL.
Q202=5 ;GLEBOKOSC DOSUWU
Q210=0 ;PRZER.CZAS. NA GORZE
Q203=+20 ;WSPOLRZEDNE POWIERZ.
Q204=100 ;2-GA BEZPIECZNA WYS.
Q211=0.1 ;PRZERWA CZAS. DNIE
12 L X+30 Y+20 FMAX M3
13 CYCL CALL
14 L X+80 Y+50 FMAX M99
- Q200 (przyrostowe): Odległość między końcówką narzędzia a powierzchnią przedmiotu obrabianego. Wprowadź wartość dodatnią. Zakres wejściowy: od 0 do 99999,9999 .
- Q201 (przyrostowe): Odległość między powierzchnią przedmiotu obrabianego a dnem otworu (końcem stożka wiertła). Zakres wejściowy: od -99999,9999 do 99999,9999.
- Q206: Prędkość posuwu narzędzia podczas wiercenia w mm/min. Zakres wejściowy: od 0 do 99999,999; .
Q202 (przyrostowe): Głębokość skrawania na jeden przejazd. Zakres wejściowy: od 0 do 99999,9999. Głębokość nie musi być wielokrotnością głębokości skrawania. Sterowanie TNC przejdzie do pełnej głębokości w jednym ruchu, jeśli:
- głębokość skrawania jest równa głębokości,
- głębokość skrawania jest większa niż głębokość.
- Q210: Czas przestoju na górze w sekundach, podczas którego narzędzie pozostaje na pozycji odległości ustawienia po wycofaniu z otworu w celu usunięcia wiórów. Zakres wejściowy: od 0 do 3600,0000; opcjonalnie .
- Q203 (absolutne): Współrzędna powierzchni przedmiotu obrabianego. Zakres wejściowy: od -99999,9999 do 99999,9999.
- Q204 (przyrostowe): Współrzędna w osi wrzeciona, przy której nie występuje kolizja narzędzia z przedmiotem obrabianym (lub zamocowaniami). Zakres wejściowy: od 0 do 99999,9999; opcjonalnie .
- Q211: Czas przestoju na dnie otworu w sekundach, podczas którego narzędzie pozostaje na dnie otworu. Zakres wejściowy: od 0 do 3600,0000; opcjonalnie .
Cykl 200, znany również jako wiercenie otworu pilotowego, służy do przygotowania otworu prowadzącego. Jest to istotne szczególnie w przypadku głębokich wierceń, gdzie konieczne jest zapewnienie stabilnego prowadzenia narzędzia.
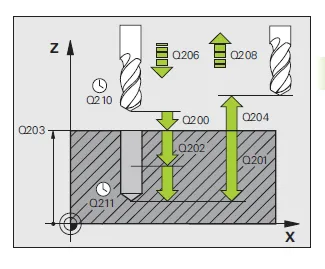
Cykl 203 – Deep Hole Drilling
Głębokie wiercenie wymaga szczególnej precyzji i kontroli, aby uniknąć uszkodzeń narzędzia czy obrabianego materiału. Cykl 203 Heidenhaina pozwala na efektywne wykonanie tej operacji.
Kluczowe cechy Cyklu 203:
- Wiercenie z przerwami: Narzędzie wykonuje ruchy w dół i cofanie, co pozwala na odprowadzenie wiórów i chłodzenie.
- Stopniowanie głębokości: Głębokość wiercenia jest zwiększana stopniowo z każdym kolejnym krokiem.
- Programowalne parametry: Operator może dostosować posuw, obroty i głębokość kolejnych kroków w zależności od materiału i narzędzia.
11 CYCL DEF 203 UNIWERSALNE WIERCENIE
Q200=2 ;BEZPIECZNA WYSOKOSC
Q201=-20 ;GLEBOKOSC
Q206=150 ;WARTOSC POSUWU WGL.
Q202=5 ;GLEBOKOSC DOSUWU
Q210=0 ;PRZER. CZAS. NA GORZE
Q203=+20 ;WSPOLRZEDNE POWIERZ.
Q204=50 ;2-GA BEZPIECZNA WYS.
Q212=0.2 ;WART. ZMNIEJ. DOSUWU
Q213=3 ;LICZBA LAMAN WIORA
Q205=3 ;MIN. GLEBOK. DOSUWU
Q211=0.25 ;PRZERWA CZAS. DNIE
Q208=500 ;POSUW RUCHU POWROTN.
Q256=0.2 ;POW. PRZY LAMAN. WIORA
Q200 (przyrostowe): Odległość między końcówką narzędzia a powierzchnią przedmiotu obrabianego. Zakres wejściowy: od 0 do 99999,9999; .
Q201 (przyrostowe): Odległość między powierzchnią przedmiotu obrabianego a dnem otworu (końcem stożka wiertła). Zakres wejściowy: od -99999,9999 do 99999,9999.
Q206: Prędkość posuwu narzędzia podczas wiercenia w mm/min. Zakres wejściowy: od 0 do 99999,999;.
Q202 (przyrostowe): Głębokość skrawania na jeden przejazd. Zakres wejściowy: od 0 do 99999,9999. Głębokość nie musi być wielokrotnością głębokości skrawania. Sterowanie TNC przejdzie do pełnej głębokości w jednym ruchu, jeśli:
- głębokość skrawania jest równa głębokości,
- głębokość skrawania jest większa niż głębokość i nie zdefiniowano łamania wiórów.
Q210: Czas przestoju na górze w sekundach, podczas którego narzędzie pozostaje na pozycji odległości ustawienia po wycofaniu z otworu w celu usunięcia wiórów. Zakres wejściowy: od 0 do 3600,0000; opcjonalnie .
Q203 (absolutne): Współrzędna powierzchni przedmiotu obrabianego. Zakres wejściowy: od -99999,9999 do 99999,9999.
Q204 (przyrostowe): Współrzędna w osi wrzeciona, przy której nie występuje kolizja narzędzia z przedmiotem obrabianym (lub zamocowaniami). Zakres wejściowy: od 0 do 99999,9999; opcjonalnie .
Q212 (przyrostowe): Wartość, o którą TNC zmniejsza głębokość skrawania Q202 po każdym z posuwów. Zakres wejściowy: od 0 do 99999,9999.
Q213: Liczba łamań wiórów przed wycofaniem narzędzia. Liczba łamań wiórów, po których TNC wycofuje narzędzie z otworu w celu usunięcia wiórów. Dla łamania wiórów TNC wycofuje narzędzie każdorazowo o wartość podaną w Q256. Zakres wejściowy: od 0 do 99999.
Q205 (przyrostowe): Minimalna głębokość skrawania. Jeśli podano wartość zmniejszenia, TNC ogranicza głębokość skrawania do wartości wpisanej w Q205. Zakres wejściowy: od 0 do 99999,9999.
Q211: Czas przestoju na dnie otworu w sekundach. Czas, przez który narzędzie pozostaje na dnie otworu. Zakres wejściowy: od 0 do 3600,0000; opcjonalnie .
Q208: Prędkość posuwu podczas wycofywania narzędzia z otworu w mm/min. Jeśli podasz Q208 = 0, TNC wycofuje narzędzie z prędkością podaną w Q206. Zakres wejściowy: od 0 do 99999,999; opcjonalnie .
Q256 (przyrostowe): Wartość, o którą TNC wycofuje narzędzie podczas łamania wiórów. Zakres wejściowy: od 0,1000 do 99999,9999; opcjonalnie .
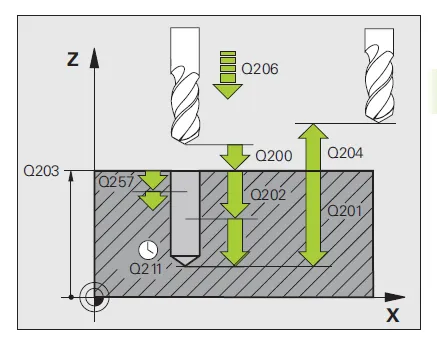
Cykl 205 – Peck Drilling
Cykl 205 to uniwersalny cykl wiercenia impulsowego, znany również jako „peck drilling”. Jest szczególnie przydatny przy głębokim wierceniu w trudnych materiałach.
Funkcjonalność Cyklu 205:
- Narzędzie wierci w serii krótkich impulsów, co minimalizuje ryzyko zakleszczenia wiórów.
- Pozwala na odprowadzenie wiórów i zmniejsza ryzyko przegrzania narzędzia.
- Idealny do wiercenia otworów średniej i dużej głębokości.
11 CYCL DEF 205 WIERCENIE GLEB. UNIW.
Q200=2 ;BEZPIECZNA WYSOKOSC
Q201=-80 ;GLEBOKOSC
Q206=150 ;WARTOSC POSUWU WGL.
Q202=15 ;GLEBOKOSC DOSUWU
Q203=+100 ;WSPOLRZEDNE POWIERZ.
Q204=50 ;2-GA BEZPIECZNA WYSOKOSC
Q212=0.5 ;WART. ZMNIEJ. DOSUWU
Q205=3 ;MIN. GLEBOK. DOSUWU
Q258=0.5 ;ODSTEP WTPRZ. U GORY
Q259=1 ;ODSTEP WYPRZ. U DOLU
Q257=5 ;GLEB. LAMANIA WIORA
Q256=0.2 ;POW. PRZY LAMAN. WIORA
Q211=0.25 ;PRZERWA CZASU NA DNIE
Q379=7.5 ;PUNKT STARTU
Q253=750 ;PREDK. POSUWU ZAGLEB.
Q200 (przyrostowe): Odległość między końcówką narzędzia a powierzchnią przedmiotu obrabianego. Zakres wejściowy: od 0 do 99999,9999; .
Q201 (przyrostowe): Odległość między powierzchnią przedmiotu obrabianego a dnem otworu (końcem stożka wiertła). Zakres wejściowy: od -99999,9999 do 99999,9999.
Q206: Prędkość posuwu narzędzia podczas wiercenia w mm/min. Zakres wejściowy: od 0 do 99999,999; .
Q202 (przyrostowe): Głębokość skrawania na jeden przejazd. Zakres wejściowy: od 0 do 99999,9999. Głębokość nie musi być wielokrotnością głębokości skrawania. Sterowanie TNC przejdzie do pełnej głębokości w jednym ruchu, jeśli:
- głębokość skrawania jest równa głębokości,
- głębokość skrawania jest większa niż głębokość.
Q203 (absolutne): Współrzędna powierzchni przedmiotu obrabianego. Zakres wejściowy: od -99999,9999 do 99999,9999.
Q204 (przyrostowe): Współrzędna w osi wrzeciona, przy której nie występuje kolizja narzędzia z przedmiotem obrabianym (lub zamocowaniami). Zakres wejściowy: od 0 do 99999,9999; opcjonalnie .
Q212 (przyrostowe): Wartość, o którą TNC zmniejsza głębokość skrawania Q202. Zakres wejściowy: od 0 do 99999,9999.
Q205 (przyrostowe): Minimalna głębokość skrawania. Jeśli podano wartość zmniejszenia, TNC ogranicza głębokość skrawania do wartości wpisanej w Q205. Zakres wejściowy: od 0 do 99999,9999.
Q258 (przyrostowe): Odległość ustawienia dla szybkiego posuwu podczas pozycjonowania narzędzia z powrotem na aktualną głębokość skrawania po wycofaniu z otworu; wartość dla pierwszej głębokości skrawania. Zakres wejściowy: od 0 do 99999,9999.
Q259 (przyrostowe): Odległość ustawienia dla szybkiego posuwu podczas pozycjonowania narzędzia z powrotem na aktualną głębokość skrawania po wycofaniu z otworu; wartość dla ostatniej głębokości skrawania. Zakres wejściowy: od 0 do 99999,9999.
Q257 (przyrostowe): Głębokość skrawania, na której TNC wykonuje łamanie wiórów. Jeśli wprowadzono wartość 0, łamanie wiórów nie jest wykonywane. Zakres wejściowy: od 0 do 99999,9999.
Q256 (przyrostowe): Wartość, o którą TNC wycofuje narzędzie podczas łamania wiórów. TNC wycofuje narzędzie z prędkością posuwu 3000 mm/min. Zakres wejściowy: od 0,1000 do 99999,9999;.
Q211: Czas przestoju na dnie otworu w sekundach. Zakres wejściowy: od 0 do 3600,0000;.
Q379 (przyrostowe względem powierzchni przedmiotu): Pogłębiony punkt startowy wiercenia, jeśli krótsze narzędzie wcześniej wykonało otwór do określonej głębokości. TNC przesuwa się z prędkością posuwu do pozycjonowania z odległości ustawienia do pogłębionego punktu startowego. Zakres wejściowy: od 0 do 99999,9999.
Q253: Prędkość posuwu narzędzia podczas pozycjonowania z odległości ustawienia do pogłębionego punktu startowego w mm/min. Efektywne tylko wtedy, gdy Q379 jest różne od 0. Zakres wejściowy: od 0 do 99999,999; opcjonalnie.
Kiedy Wybrać Odpowiedni Cykl?
- Cykl 200: Gdy potrzebujesz przygotować otwór pilotowy przed głębokim wierceniem.
- Cykl 203: Do głębokich otworów wymagających precyzyjnego odprowadzania wiórów i chłodzenia.
- Cykl 205: W przypadku otworów o dużej głębokości, gdy chcesz efektywnie zarządzać odprowadzaniem wiórów.
Podsumowanie
Cykle wiercenia Heidenhaina, takie jak 200, 203 i 205, są nieocenionymi narzędziami w procesie CNC frezowania i wiercenia. Dzięki ich zastosowaniu operatorzy mogą precyzyjnie kontrolować proces obróbki, minimalizując ryzyko błędów i zwiększając efektywność pracy. Zrozumienie i właściwe wykorzystanie tych cykli to klucz do sukcesu w zaawansowanej obróbce CNC.