
G90, G91 – PROGRAMOWANIE ABSOLUTNE I PRZYROSTOWE
Poznaj różnice między trybami programowania CNC G90 (pozycjonowanie bezwzględne) i G91 (pozycjonowanie przyrostowe) – dowiedz się, jak wpływają na ruch narzędzia oraz kiedy warto je stosować. Przykłady, wizualizacje i praktyczne porady krok po kroku!
G90 – Współrzędne bezwzględne (Absolute Positioning)
W trybie G90 współrzędne podawane w programie odnoszą się do punktu zerowego maszyny (lub punktu bazowego).
Przykład:
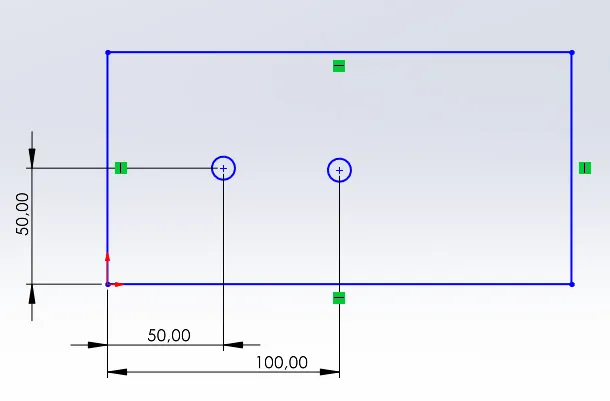
Jeśli punkt zerowy maszyny jest w lewym dolnym rogu stołu, a program mówi G90 X100 Y50, to narzędzie przesunie się do punktu:
- 100 mm w prawo (X)
- 50 mm do góry (Y)
G90 ; Tryb bezwzględny
G01 X50 Y50 F200 ; Przesuń narzędzie do punktu (50, 50) z prędkością 200
G01 X100 Y50 ; Przesuń narzędzie do punktu (100, 50)
G01 X100 Y100 ; Przesuń narzędzie do punktu (100, 100)
G01 X0 Y0 ; Powrót do punktu zerowego
M30 ; Koniec programu
G91 – Współrzędne przyrostowe (Incremental Positioning)
W trybie G91 współrzędne są liczone względem bieżącej pozycji narzędzia.
Przykład:
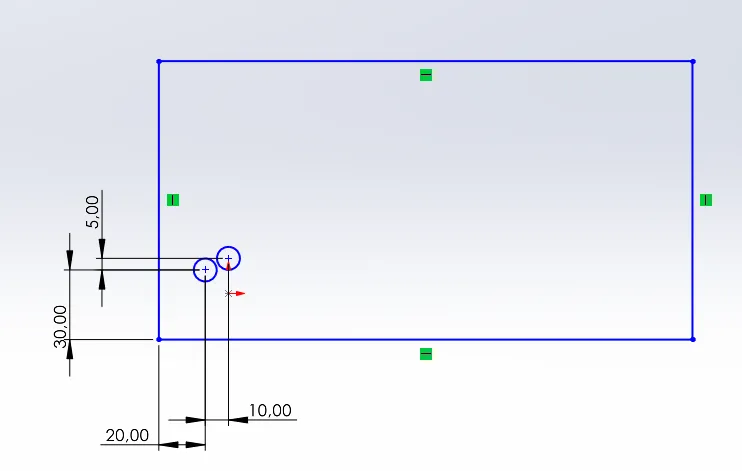
Jeśli narzędzie jest w punkcie (X=20, Y=30), a program mówi G91 X10 Y5, to narzędzie przesunie się:
- 10 mm w prawo (X) względem bieżącej pozycji
- 5 mm do góry (Y) względem bieżącej pozycji
Nowa pozycja narzędzia będzie więc:
X = 30, Y = 35
G91 ; Tryb przyrostowy
G01 X20 Y30 F200 ; Przesuń narzędzie o 20 mm w prawo i 30 mm do góry
G01 X10 Y0 ; Przesuń narzędzie o 10 mm w prawo (Y=0, brak ruchu w pionie)
G01 X0 Y5 ; Przesuń narzędzie o 5 mm w górę
G01 X-30 Y-35 ; Przesuń narzędzie o -30 mm w X i -35 mm w Y (powrót)
M30 ; Koniec programu
Podsumowanie
Tryb G90 (pozycjonowanie bezwzględne) jest idealny, gdy programujesz ruchy narzędzia względem stałego punktu odniesienia, np. punktu zerowego maszyny. Jest bardziej intuicyjny i doskonale sprawdza się przy skomplikowanych operacjach wymagających precyzyjnych współrzędnych.
Z kolei tryb G91 (pozycjonowanie przyrostowe) jest przydatny przy powtarzalnych ruchach oraz sekwencjach o stałych odległościach, np. wierceniu otworów w równych odstępach lub szybkich przesunięciach względem bieżącej pozycji. Dzięki G91 program jest bardziej elastyczny i czytelny przy działaniach o regularnym wzorcu ruchów.